Electron Beam Cross Linking For Various Packaging Applications
Electron Beam Cross-Linking of Polyolefin Film Packaging Applications

This article was originally published on www.uvebtech.com by Im Rangwalla. Im is a Market Development Manager for Energy Sciences Inc. View the original article here.
Abstract
Radiation cross-linking comprised of gamma rays from a Co60 source and even high-energy electron cross-linking from > 1 MeV accelerators have been commercial since 1960s. These applications were mostly for the wire and cable industry, rubber tires and some high-barrier shrink film applications for meat packaging introduced by Cryovac. Since the development of low-voltage electron beam accelerators in the range of less than 300 kV – in particular in the 125 kV range – EB cross-linking has found new applications and markets, particularly in the packaging industry. This report will discuss these markets, along with the properties achieved by electron beam irradiation of polyolefin films used in packaging. In addition, theory of electron beam cross-linking will be discussed in detail.
Introduction
When irradiated either by gamma rays from a Co60 source or high-energy electrons generated by electron accelerators, polymers either cross-link or undergo chain scission, depending on the chemical structure. Both processes take place simultaneously and, depending on the chemical structure, either cross-linking or chain scission becomes the rate-limiting step and the end result of the irradiated polymer. Cross-linking usually results in molecular weight increase and is directly proportional to the dose of irradiation. The molecular weight increases with dose until a three-dimensional network is formed, making the polymer thermoset.

Table 1
When chain scission reaction predominates, then the molecular weight decreases with dose, resulting in reduction of the polymer’s mechanical properties. Table 1 indicates which polymers cross-link or undergo chain scission.1
Radiation cross-linking of natural rubber for the tire industry and cross-linking of polyethylene for packaging have been used since the 1960s, using high-voltage 400 kV to 1 MeV type EB accelerators. Even for the wire and cable industry, radiation cross-linking to provide temperature resistance was the favored curing option over thermal cross-linking using peroxides.

Table 2
Significant research and commercial activity in radiation cross-linking of polyolefins has occurred, especially focused on polyethylene films for packaging applications. Properties of ordinary polyethylene film made by the bubble process were significantly enhanced by electron cross-linking, as shown in Table 2.2 As can be seen in the table, EB irradiation provides significant enhanced physical properties required for heavy-duty high-shrink bags for meat/poultry packaging.
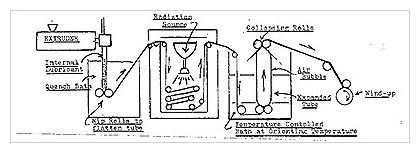
Figure 1
The process is shown in Figure 1. The extruded thick-walled tube is irradiated using a high-energy 1 MeV type accelerator before being oriented in a bubble form. The irradiation step cross-links the polymer molecules, then it is biaxially stretched and oriented. The irradiation imparts the memory effect to the polymer, resulting in higher shrink ratios. The cross-linking effect increases the molecular weight of the polymer, resulting in higher temperature-resistance, broader heat-seal range and enhanced mechanical properties, as shown in Table 2. Copolymerizing of EVA copolymers and EB cross-linking results in excellent shrink bags. Electron beam cross-linking has two major advantages over other methods: FDA approval and lack of residual chemical contaminants. As a result, greater than 90% of frozen turkey is packaged in high-barrier EB cross-linked PE films.
EB cross-linking of polyethylene chemistry
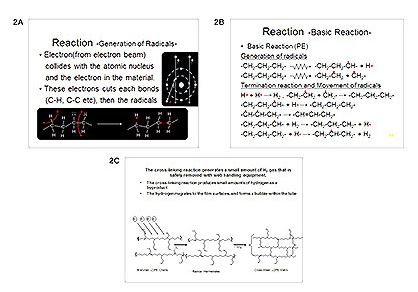
Upon absorbing the electrons, polyethylene molecules form free radicals. These free radicals are postulated to be formed on adjacent chains, accompanied by the loss of hydrogen molecules, known as the hydrogen abstraction process. Hydrogen gas is liberated upon cross-linking, and the polymer radicals combine readily to form a three-dimensional network, as shown in Figures 2A, 2B and 2C.
Figures 2A, 2B, and 2C
Low-voltage electron beam cross-linking applications
High-Barrier Shrink-Film Bags
High-barrier shrink bags were introduced to increase product shelf life. These high-barrier shrink bags containing three layers of film were manufactured by the double bubble process3 as shown in Figure 3.

Figure 3
These layers contained PVDC (polyvinylidene copolymer) typically having the following structure:
Outer Layer = 48 microns (18% EVA + LDPE)
Middle Layer = 7 microns (PVDC)
Inner Layer = 8 microns (18% EVA + LDPE)
After the second bubble, the wall thickness is typically around 63 micrometers. The PVDC layer provides the required oxygen barrier properties, oxygen transmission rates of 8 to 10 cc/m2/24. EB cross-linking is required to increase the outer layer heat-resistance to avoid burn-through, at the same time restrict EB absorbance to the PVDC layer and the inner sealant layer. EB irradiation to PVDC causes discoloration, and EB irradiation to the inner sealant layer causes cross-linking and increases its melt index, thus reducing seal strength. Neither property is desirable.
The efficacy of controlling the depth of electron penetration using low-voltage EB units 4,5 to the outside layer to achieve the desired cross-linking is shown in Figure 4.

Figure 4
By operating the ebeam equipment at 90 to 100 kV and a dose to cure of 4 to 6 Mrads, temperature resistance to the outer (EVA+LDPE) layer is increased to 220°C by cross-linking it. The inside sealant layer is not cross-linked and has a lower melt index, providing the required seal strength. The dose to the PVDC layer also is reduced. Another benefit of EB cross-linking is avoidance of cold shrinkage.
Utilizing split rollers, one EB unit can be used to simultaneously irradiate both sides of the shrink bags. For example, a 26-inch-wide shrink bag goes into the EB for irradiation on the bag’s top layer. The bag comes out, goes over the turn bar for irradiation on the other side and is wound up. A 54-inch low-voltage EB unit is commonly used for this application.
High-Barrier Skin Packaging
The use of high-barrier skin packaging is already common in Europe and gaining market acceptance in North America. Meats, cheese, poultry and seafood products are commonly packaged this way. The high-vacuum barrier film settles around the product like a skin without compromising the product structure. It provides the required safe and secure seal, preventing contamination and leakage, at the same time maintaining the natural appearance of the food product. The materials of the skin film are designed to seal various types of trays.
The skin films are typically 80 to 150 microns thick, with the bulk of the market requiring 100 microns.
The structure of the film is as follows:
Typically 100 microns (100 grams/m2) (5 layers)
Surlyn Ionomer
Tie Layer
EVOH 44%
Tie Layer
Inside Sealant layer (LDPE/EVA)
Ethylene vinyl alcohol (EVOH) provides the required oxygen barrier typically of < 10/cc/m2/24 hrs to provide shelf stability and avoid meat rancidity from oxygen contamination. Low-voltage electron beam cross-linking of the outer ionomer layer provides the required temperature resistance of > 200° C to the ionomer. This layer is in direct contact with the heating surface, while the inside sealant layer is not EB-treated and hermetically seals to the tray at a lower temperature. Low-voltage 125 kV operation of the EB unit restricts penetration to the inside sealant layer (DD125kV), providing essentially no dose to the sealant layer, as shown in Figure 6.

Figure 6
Nonbarrier shrink films for packaging This application usually is a three-layer structure of lldpe/lldpe/lldpe. The thickness of these films is in the range of 12 to 18 microns, and the typical application is shrink films for packaging. EB treatment using low voltage provides better shrink properties and temperature-resistance to avoid burn-through.
Conclusion
Use is increasing for low-voltage electron beam processes (less than 125 kV operating range) to cross-link polyethylene-based films for packaging applications. When high-barrier packaging is required for shrink bags or skin packaging, electron beam cross-linking provides advantages, including longer shelf life to reduce waste. Sustainable packaging, with a mandate for lower energy consumption, is paving the path for use of these smaller, energy-efficient electron beam accelerators. Moving forward, use of EB technology either to cross-link film or initiate in situ polymerization for packaging will grow.
References
- “Radiation Chemistry of Monomers Polymers and Plastics.” Joseph Wilson, Professor of Chemistry, Bishop College. Marcel Decker Inc., New York, 1974.
- “Plastic Films for Packaging.” Technology Applications and Process Economics. Calvin J. Benning, Technomic Publishing Inc., 1983.
- US Patent 56746707 A. Publication date October 7, 1997. Henry G. Schirmer, W.R. Grace and Company, Connecticut.
- US Patent 6426507. Filed November 5, 1999. Rangwalla, Imtiaz J. Energy Sciences Inc.
- US Patent 6610376 Filed November 30, 2000, Rangwalla, Imtiaz J. Energy Sciences Inc.
Imtiaz (Im) Rangwalla has over 25 years of experience in EB processing, especially applications of EB for packaging applications. He has presented and published several papers at various conferences on EB processing and also has several patents in that field. Currently, Rangwalla works in the sales and marketing group for Energy Sciences, Inc. as a market development manager. He has a Bachelor’s degree in Chemistry and Chemical Engineering and a Masters in Chemical Engineering from Northeastern University.